概述:大型精密鑄件的熔模鑄造,又稱脫蠟鑄造,是一種近凈成形的先進工藝,能生產出接近零件最終形狀的精密復雜零件,加工余量小。硅溶膠工藝精密鑄造適用于中小型件(重量在0.05-30kg之間)的大批量生產。我公司采用硅溶膠精密鑄造工藝。常規產品為精密鑄件,重量0.3-5kg,最大生產能力35kg。公司嘗試使用專用生產輔助工具對50kg以上的產品進行試生產,取得了良好的效果。
關鍵詞:大型鑄造精密鑄造專用輔助工具
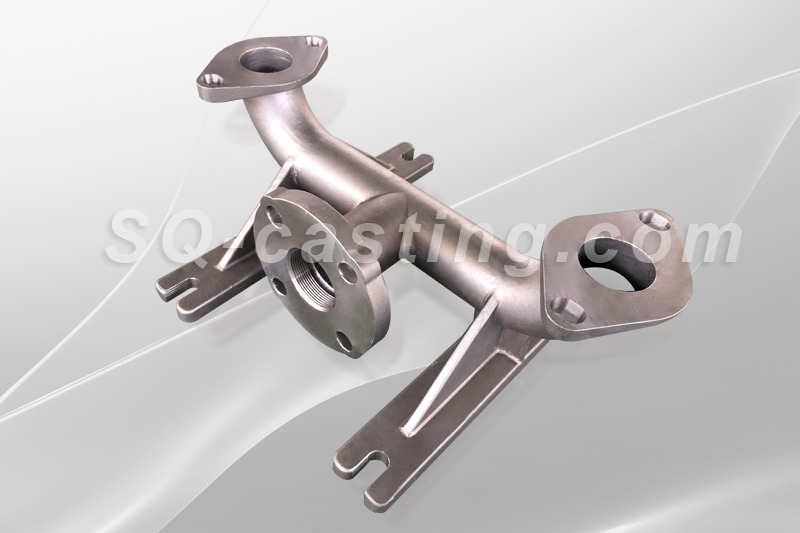
一. 產品介紹:大型精密鑄件為船用換熱器密封,材質為CF8M,重量為57.2kg,總壁厚為8mm。原工藝為鋼板管經成形后與鋼板焊后沖壓而成。生產效率低,制造工藝復雜,成本高,探傷成本高。此外,外觀需要進行表面處理以獲得良好的粗糙度,因此尺寸精度無法滿足使用要求。整體采用精密鑄造,節約了昂貴的焊接成本,滿足Ra6.3以上尺寸精度和表面粗糙度的要求,滿足客戶的要求。
二. 試驗生產過程
1、模具制作:模具采用整體成型和鍛造鋁6061材料制成。模具尺寸約為:長×寬×高=650mm×650mm×420mm。上芯采用氣動取芯
2、模組:20噸單位置打蠟機,溫度52℃,壓力3.5mpa。打蠟時間為20分鐘,壓力保持3分鐘。采用配有打蠟機的電動葫蘆啟動模具,用水冷卻蠟模。在翻蠟的過程中,用海綿腳尖站在底部的蠟件上,改變形狀和組數。模具頭部采用四個輔助升降平臺進行加固,增加整個模塊的升降強度。組樹流程圖和過程仿真如下圖所示:
3、制殼:殼體由8層鋯砂組成,莫來石砂過渡層為30-60目(1層),過渡層為莫來石砂30-60目(1層)和16-30目莫來石砂(5層重復)。每一層的干燥時間為24小時。外殼制作5層后用鋼絲網加固。傳統的制殼操作是用手工直接糊、淋或煮砂,但由于產品體積大,手工直接操作比較困難。為解決這一問題,我公司開發了一種可移動的涂漿掛殼輔助車,可調節高度,雙向360度旋轉,大大降低了工人的勞動強度。此外,殼體內的盲艙采用4層干砂,避免了內腔干燥不良,解決了清洗過程中殼體清洗的困難。干燥方法為定向干燥室懸掛式干燥,便于殼體內腔的干燥。




 客服QQ
客服QQ